吴先生
15899645116
吴先生
15899645116

东莞市冠粤自动化科技有限公司
电 话: 0769-85181759
手 机:158 9964 5116
邮 箱:1594154506@qq.com
网 址:www.gy-zdh.com
地 址:广东省东莞市虎门镇大宁康宁路7号2栋101室
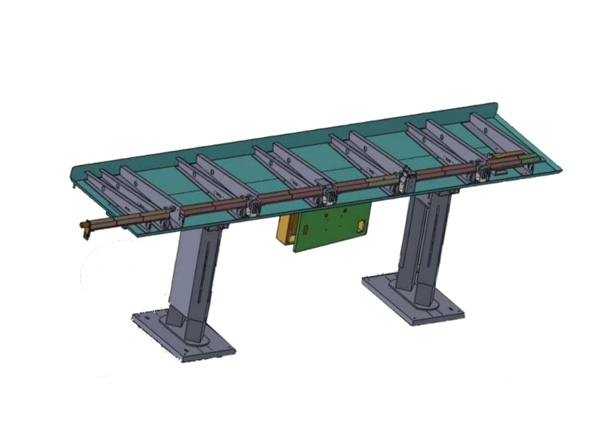
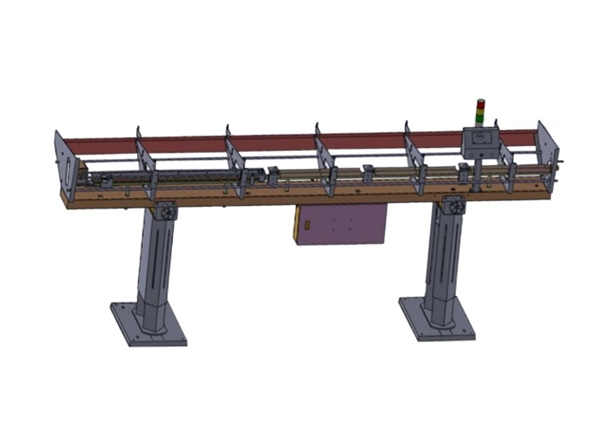
数控五轴无心磨床送料机是由高液静压数控五轴无心磨床,配合专用送收料机来完成工件的自动化磨削。经过与体系匹配衔接,结合国内外磨床操控技术和现场经历设计体系程序,具有砂轮消耗与修整后自动补偿功用,设定经历参数来调整作业台进给量达到调整工件的外径尺寸,操控工件的几何尺寸精度。一起具有计数计算、修砂轮前报警、修砂轮后首件中止(检测)和连续的功用。

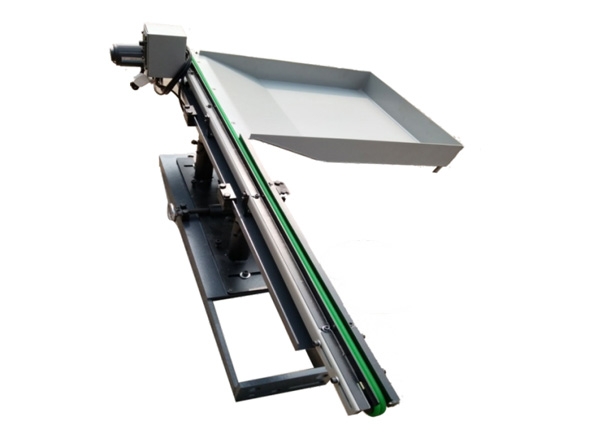
此无心磨床送料机设有丰富的报警保护功用,引导用户进行简单毛病处理,做到复杂程序简单化,专业的操控界面,简单的加工参数,非专业人士稍作训练也能胜任加工生产,大大削减专业的人力资源的投入,并下降人力资源成本。送收料方法选用步进式送收料机,经过机械手将工件送到磨削方位。送料机设置手动调理螺杆,砂轮磨损后,可手动调理螺杆,调理工件方位,以适应机械手夹持。
无心磨床送料机在待磨区的工件由机械手夹到磨削位后,推料电缸移动,将该作业区工件顶上至待夹持方位,当该储存区工件被夹完后,储存区移动,下一个储存工件区抵达待夹持位,往复循环。机械手夹料方位可调理,可夹持工件长度范围60-70mm。工件磨削完一端后,机械手将工件夹持到反转组织上,反转组织将工件旋转后,机械手将工件夹持到磨削位,磨削工件另一端。冲床送料机